
SilverCut ipari vágógépek – Gyors, precíz, hatékony!
Ahol a fűrészelés csődöt mond, ott kezdődik a vágás…
Az iparban a leghatékonyabb, legproduktívabb szétválasztó technológiának a vágást tartják az ötvözetlentől a magasan ötvözött acélokon keresztül egészen a speciálisan edzett anyagok feldolgozásáig. A legújabb vágási technológia (németül Trennschleif, amely tükörfordításban vágócsiszolást jelent az elvágott felület csiszolással megegyező minőségére utalva) megoldást kínál a korábbi hosszú befogási időkre, amelyeket ma már akár másodpercekre csökkenthetünk.
Az új vágási technológia eredményeképpen tükrös vágott felületet kapunk úgy, hogy akár bonyolult geometriájú, nagy szilárdságú anyagokat is rövid idő alatt és költséghatékonyan tudunk átvágni. Először a nagy keménységű anyagoknál (például CrNi vagy rozsda- és saválló acélok) állított fel új mércét ez az innovatív eljárás a magas költségű fűrészeléssel szemben. Ezután már csak egy lépés volt, hogy a legkülönbözőbb területeken is (a műanyagtól a kompozitokig, az acél minden formájától az orvosi implantátumokig) elterjedjen, amivel időt, pénzt és humán erőforrást lehet megtakarítani. Gumikötésű vágótárcsa segítségével pedig rendkívül alacsony anyagveszteség is elérhető, mivel ezek a tárcsák már 0,12 mm vastagságtól is kaphatók egyes gyártóknál.
A tiszta és sorjamentes vágást a precíz és rezgésmentes tárcsavezetés tudja csak garantálni, amelynek minden időpillanatban rendelkezésre kell állnia (a tárcsa anyagba történő behatolásától a legutolsó pillanatig, amikor már csak egy vékony hártya köti össze a két darabot). A vágás során keletkező hőt a sorja segítségével úgy kell elvezetni, hogy a tárcsa oldalán maximum 15–30 ˚C hőmérséklet alakuljon ki, ezzel meggátolva a szövetszerkezet termikus átalakulását. A hűtő-kenő rendszer pozitív hatást gyakorol a tárcsa kopására, és megköti a keletkező szemcsés por nagy részét. Hogy a nagy anyagleválasztási sebességet költséghatékonyan és energiatakarékosan tudjuk biztosítani, a SilverCut cég egy sor innovatív technológiát kínál a nagy nyomatékot adó speciális meghajtástól kezdve az egyedi adagoló-szortírozó megoldásokig. Az elérhető anyagleválasztás így száraz vágásnál Q’w=1500 mm3/mms körül, nedves vágásnál pedig akár a Q’w= 4500–5000 mm3/mms is lehet. Összehasonlítva egyéb technológiákkal (például fűrészelés) a felületi érdesség viszonylatában is kimagasló az eredmény.
A vágótárcsáról dióhéjban
Rendszerint a vágókorongok műgyanta kötésűek, amelyet műgyantába átitatott üvegszálas szövettel erősítenek. Csiszolószemcseként normál korundot használnak 12 és 20 szemcsenagyság között. A vágótárcsa vastagsága ezzel a technológiával tipikusan az átmérő 1 százaléka. Ha kisebb vágási szélesség szükséges, akkor a gumikötésű tárcsák használata az elterjedt. A vágótárcsa kopása így nagyban függ annak keménységétől. Megjegyezzük azonban, hogy a nagyobb keménység nagyobb hajtóteljesítményt is igényel. A kívánt feladathoz legmegfelelőbb vágótárcsa megtalálása érdekében a SilverCut és hazai partnere, a Grimas Kft. több vágótárcsagyártóval is kapcsolatban áll.


<1 kép> Gyantakötésű tárcsa <2 kép> Gumikötésű tárcsa
A kötéssel rendelkező tárcsákat (gumi, műgyanta) tipikusan abrazív vágásnál használják. Készülhetnek alumínium-oxidból, szilícium-karbidból, cirkónium-oxidból, gyémántból és köbös bórnitridből. Ezekből rendszerint csak az alumínium-oxidot és a szilícium-karbidot használják fémes anyagok és ötvözeteik vágásához.
Az alumínium-oxid és szilícium-karbid tárcsák kötőanyaga általában gyanta vagy gumi, illetve ezek kombinációja. A gumikötésű tárcsák jóval vékonyabbak lehetnek, és a vastagságuk egyenletesebb, mint a gyantakötésűeké. A gumikötésű tárcsáknál azonban hűtés használata szükséges, hogy termelésre alkalmas legyen a vágás, feltéve, hogy a hűtőközeg használata nem jelent problémát.
Abrazív tárcsák esetében, miután elkoptak a szilícium-karbid és alumínium-oxid szemcsék, azok kiválnak a kötésből, és helyükre friss, új szemcse kerül, ily módon a tárcsa mindig megfelelő vágóéllel fog rendelkezni. Ez a tárcsakopás jelentős szempont a berendezés kialakításában is.
A vágótárcsák legfontosabb paraméterei a tárcsavastagság, a koptatószemcsék mérete, illetve a vágótárcsa maximális sebessége a tárcsa szélén. A vágandó anyag keménysége határozza meg a kötőanyag arányát a koptatószemcsékhez viszonyítva. Egy lágy kötésű tárcsában nagy koncentrációban helyezkednek el a szemcsék a kötőanyaghoz képest.
Irányelvek a gumi- és gyantakötésű tárcsákra vonatkozóan
A gumikötésű tárcsákhoz hűtés szükséges, és ugyanez erősen ajánlott a gyantakötésűekhez is. A hűtés segíti elvezetni a forgácsot, megvédi a tárcsát és a darabot a hőhatástól, megfelelő kenést biztosít.
Lágy kötésű tárcsákat ajánlatos használni kemény anyagokhoz, és megfordítva.
Nagyobb átmérőjű tárcsa gazdaságosabb megoldást kínál, de kompromisszumot kell kötni a tárcsa vastagsága tekintetében. Általában az átmérő növekedésével nő a vastagság is, ami több forgácsot és ezáltal több hulladékot termel. Néhány tárcsa a nagy átmérő ellenére viszonylag vékony, de így csökken a vágott felület merőlegessége vagy a vágás párhuzamossága.
A vékonyabb vágótárcsa esetében kevesebb sorja keletkezik, és a vágási minőség is jobb lehet.
Finomabb vagy kisebb szemcséjű tárcsák jobb vágási felületet kínálnak, de kevésbé termelékeny a vágás.
Minden vágótárcsához rendelhető egy fordulatszám, amelyen maximális teljesítményt és legjobb vágott felületet tud nyújtani. Ha a vágógépet frekvenciaváltóval szerelték fel (változtatható a fordulatszám), könnyebben fenn tudjuk tartani az optimális teljesítményt.
Az európai és amerikai szabványok egyaránt szabályozzák a tárcsát rögzítő karimák méretét. A süllyesztett karimák garantálják legjobban a tárcsa stabilitását, ezáltal a hajtótengelyre ható erők és annak kopása csökkenthető.
A vágás „anatómiája”
Többféle vágási technológia áll rendelkezésre anyagok szétválasztására: például tárcsával történő hideg fűrészelés, szalagos fűrészelés, lézervágás, vizes vágás és abrazív vágás. Bár valamennyi változatnak megvan az előnye és hátránya, az abrazív vágás hiánypotló szerepet tölt be a bonyolult feladatoknál keletkező problémákra, például csöveknél, ahol tisztán kell vágni, de el kell kerülni a torzulást. Különösen a vékony falú csöveknél igaz ez rövid vágási hossz esetében, vagy ha minimalizálni szeretnénk a keletkező forgács, illetve hulladék mennyiségét.
Egy tipikus abrazív vágógép elemei
Zárt vágóberendezés> amelyben a motor és rajta a tárcsa található.
Adagoló-vezető rendszerek A rendszer feladata a vágandó cső megfogása és bevezetése a vágandó térbe megfelelő hosszon, hogy a kívánt méretű végeredményt kapjuk. A satu, amely megfogja a darabot a vágótérben, a T hornyos asztalon vagy az adagolón helyezkedik el. Lehet mechanikus, pneumatikus vagy hidraulikus is. A megfelelő méretet pneumatikus dugattyúval vagy léptetőmotorral vezérelt golyós orsóval érhetjük el. Ez esetben a pontos vágási hossz elérését precíziós stoprendszer segíti, amely digitálisan kijelzi a pozíciókat, így segítve a darab megfelelő elhelyezését.
Alternatíva, ha az adagoló pozícióját elektronikusan kontrolláljuk. A léptető- vagy szervomotor forgatja a precíziós golyós orsót. Ebben az esetben a különböző pozíciók, hosszúságok, mennyiségek, a vágótárcsa vastagságából adódó bevágási veszteségek érintőképernyős vezérlésen programozhatók.
Megfogás> A maximális teljesítmény és a tökéletes megfogás elérése érdekében a következő paraméterekre kell figyelni:
* A darabot mindkét oldalról és a tárcsához lehető legközelebb kell rögzíteni. Ez garantálja a sorjamentes, legkevesebb veszteséggel járó és beégés nélküli vágást. Egy oldalról történő megfogás esetén az utolsó néhány tized milliméteren a darab nem vágódik le, hanem letörik, és nem lesz tökéletes a felület.
* Vágásnál mindig szükséges a függőleges irányú nullpont megadása a mellékidők csökkentése végett.
A megfogópofákat nagy szilárdságú anyagok esetében érdemes karbiderősítéssel kialakítani. Ez a hűtés szempontjából is fontos. A nagy sebességgel áramló vizet a pofák kiválóan be tudják vezetni a tárcsa által kialakított vájatba.
A vágótárcsa átmérőjét két oldalon elhelyezett optikai szenzorral lehet kontrollálni. A szenzor a vezérléssel online kapcsolatban van, így folyamatosan korrigálni tudja a tárcsafogyásból adódó {{z}} irányú (fel-le) változást.
Szortírozórendszer> Minden alkalommal, amikor az adagoló betolja a darabot a következő vágáshoz, a korábban levágott darabot ki kell vezetni. Ez egy csúszda segítségével történik, vékony falú csövek esetében a csúszda és a tároló speciális, puha bélést kap a darab megóvása érdekében. A levágott darabok egy irányváltó kapun mennek át, hogy a visszamaradó anyagok a selejtbe kerüljenek.
Hűtőrendszer> nedves vágásnál, illetve [[elszívó]] száraz vágásnál
Vezérlés és szoftver> Alkalmas vezérléssel a megfelelő vágási paramétereket be tudjuk állítani a legjobb felület elérése érdekében. Emellett a tárcsa kopásából adódó fordulatszám-változást is korrigálni tudjuk. Illetve ha a tárcsa elér egy kritikus pontot, amelyet túlhaladva már a gép épségét veszélyezteti, a berendezés jelzi ezt.
Ha mindezen tényezők optimálisan rendelkezésre állnak, a vágási pontosság reprodukálható módon akár a 0,05 mm-t is elérheti.
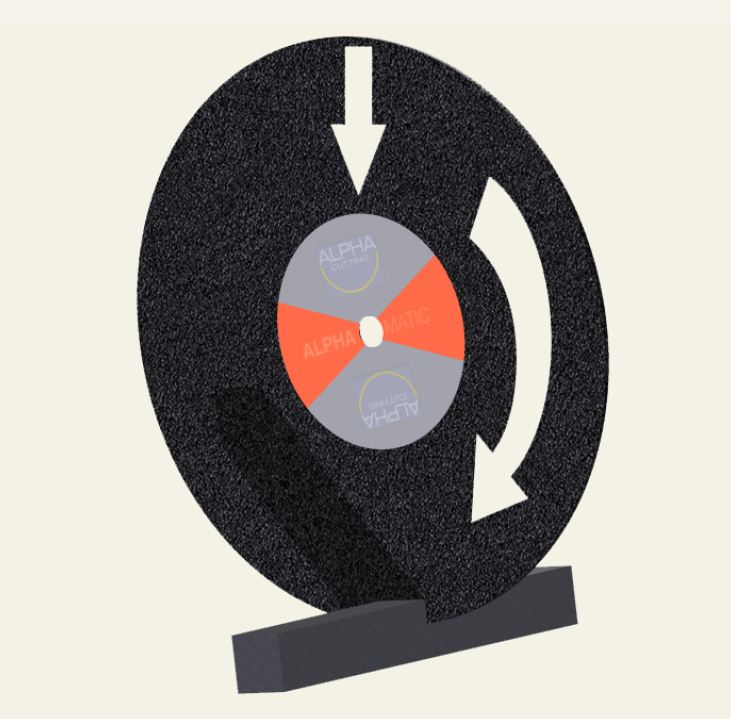
Négyféle vágási mód a vágás kinematikájából adódóan
Daraboló vágás (Kappschnitt)> Ez a legelterjedtebb módszer. A tárcsa mozog a munkadarab felé sugárirányban. Kör vagy négyszög keresztmetszetű alkatrészek esetében ideális, a darabot egyetlen vágással választjuk ketté. Előnye a nagy vágási teljesítmény, valamint a tárcsát kis erőhatások érik, hátránya a hosszú ciklusidők ellenére rövid vágási idő.
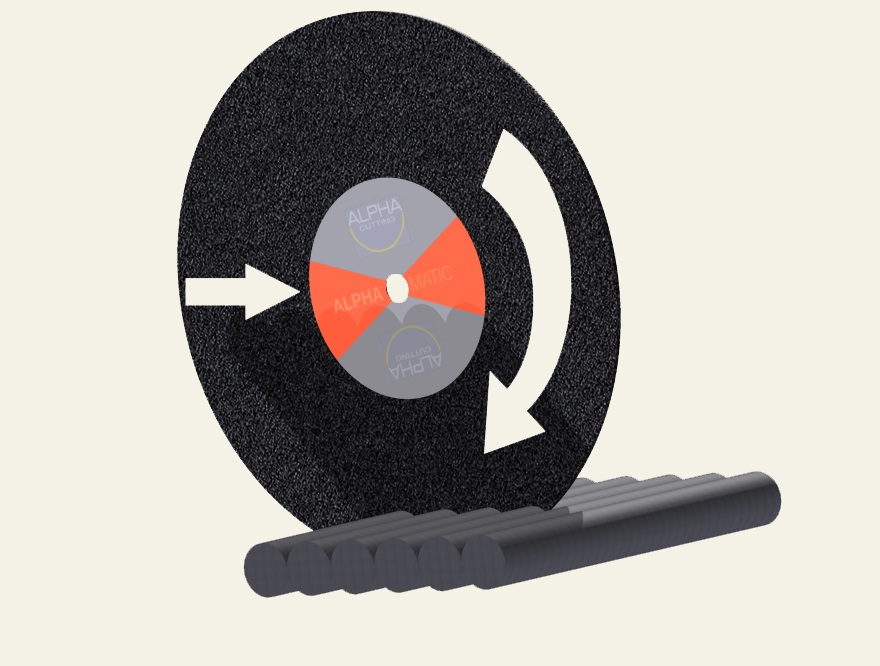
Lineáris vágás (Fahrschnitt)> A vágótárcsát valamilyen magassági pozícióban rögzítjük, és az asztal mozog a tárcsa irányában horizontálisan. Nagy kiterjedésű, különböző alakú öntvények vágásához alkalmas. Pozitívumaként említhető a nagymértékű anyagleválasztás, de nagy stabilitás szükséges hozzá a gép oldaláról, legfőképpen a vágótárcsa rögzítésnek kell nagyon stabilnak lennie.
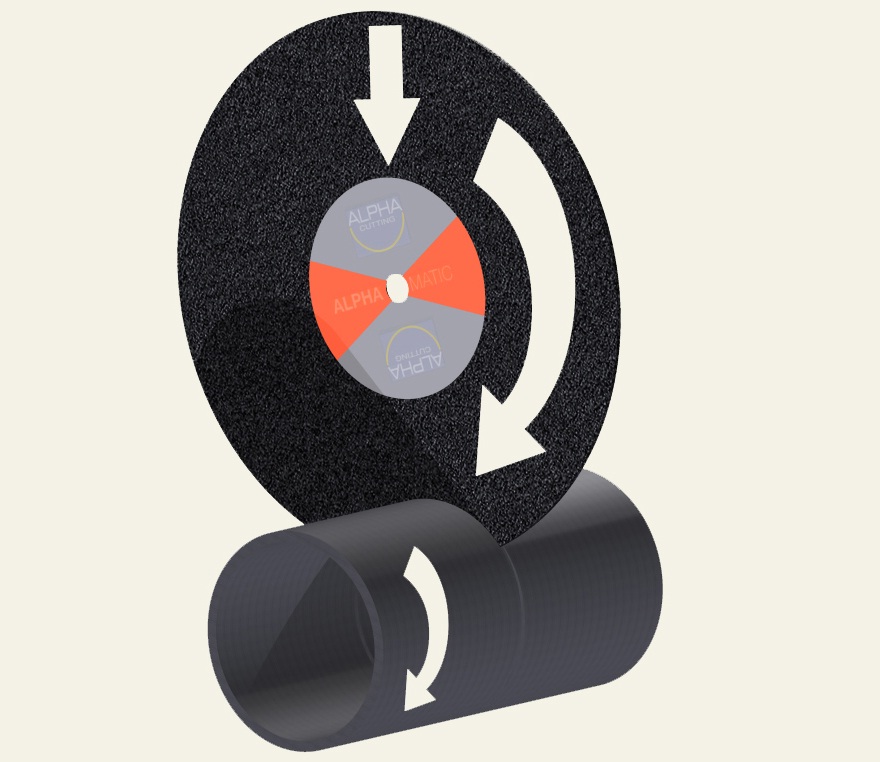
Rotációs vágás (Drehschnitt)> E megoldás nagy átmérőjű, kör keresztmetszetű alkatrészek vágására alkalmas. A munkadarab forog a saját tengelye körül, így biztosítva a maximális vágási kapacitást. Előnye, hogy annak ellenére, hogy a vágási kapacitás nagy, a vágótárcsa átmérője viszonylag kicsi, a tárcsa és a darab közötti érintkezési felület kicsi, ezért kisebb motorteljesítmény is elégséges, illetve csak kis mennyiségű hő keletkezik. Ezzel szemben viszont alacsonyabb fajlagos teljesítmény érhető el, valamint a darab forgatása automatán forgó, bonyolult készüléket igényel.
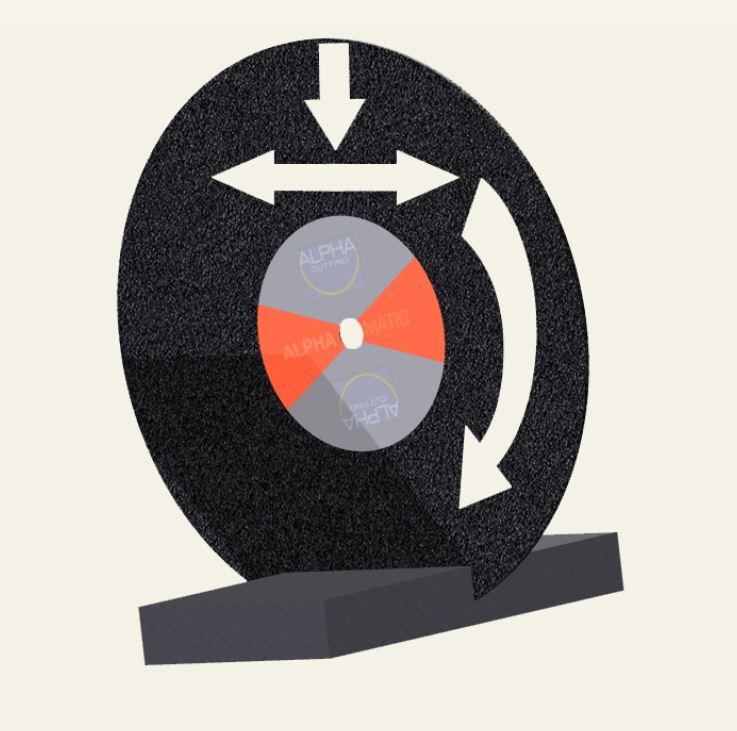
Oszcilláló vágás (Oscillationsschnitt)> Ennél a vágási technológiánál az asztal horizontálisan mozog, a tárcsa pedig vertikálisan, illetve az asztal pulzáló mozgást is végez. Fő felhasználási területe a nedves vágás. Végrehajtásához kis motorteljesítmény is elégséges, és az anyag csak kis mértékben melegszik. Hátrányaként említhető az alacsony fajlagos teljesítmény.
A vágótárcsák legfontosabb paraméterei a tárcsavastagság, a koptatószemcsék mérete és a vágótárcsa maximális sebessége a tárcsa szélén.
Az abrazív vágás hiánypótló szerepet tölt be a bonyolult feladatoknál keletkező problémákra.
CE – jelöléssel rendelkező, VDE és balesetvédelmi előírásoknak megfelelő berendezések
DIN EN 292-2 – Sicherheit von Maschinen, Geräten und Anlagen
DIN EN 60204-1 – Elektrische Ausrüstung für Industriemaschinen
DIN EN 294 – Sicherheit von Maschinen, Sicherheitsabstände
DIN EN 13218 – Stationäre Schleifmaschinen, Sicherheit